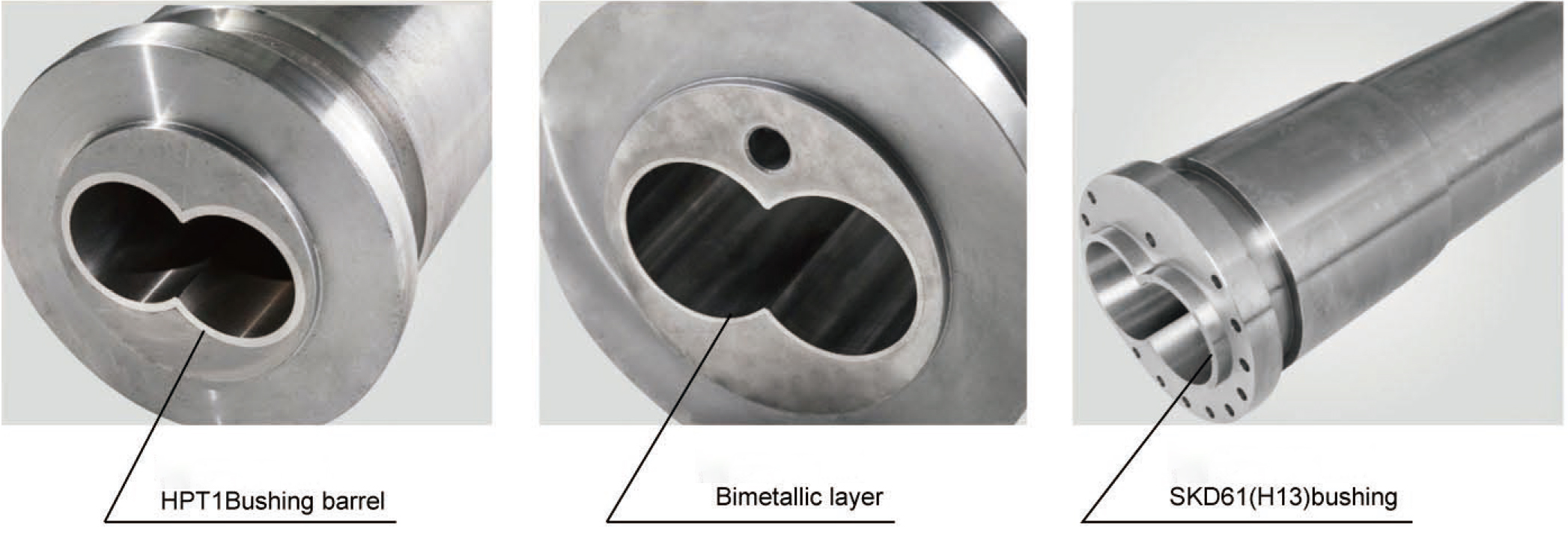
Konusa ĝemelŝraŭba barelo por SPC-planko
| Modeloj | |||||||
| 45/90 | 45/100 | 51/105 | 55/110 | 58/124 | 60/125 | 65/120 | 65/132 |
| 68/143 | 75/150 | 80/143 | 80/156 | 80/172 | 92/188 | 105/210 | 110/220 |
1.Malmoleco post hardado kaj hardado: HB280-320.
2.Nitrurita Malmoleco: HV920-1000.
3.Nitrurita kazo profundo: 0.50-0.80mm.
4.Nitrurita fragileco: malpli ol grado 2.
5.Surfaca malglateco: Ra 0.4.
6.Screw straightness: 0.015 mm.
7.Malmoleco de surfaca kromado post nitrurado: ≥900HV.
8.Chromium-plating profundo: 0,025 ~ 0,10 mm.
9.Aloja Malmoleco: HRC50-65.
10.Aloja profundo: 0,8 ~ 2,0 mm.

La apliko de la ŝraŭba barelo en la kampo de SPC-planko havas plurajn aspektojn: Materiala miksado: La ŝraŭba barelo estas unu el la gravaj iloj por fabrikado de la materialoj necesaj por SPC-planko.Ĝi miksas PVC-materialon kun aliaj aldonaĵoj (kiel ekzemple plastigiloj, stabiligiloj, ktp.) por formi la kunmetitan materialon necesan por SPC-planko.Plastigado: La ŝraŭba barelo uzas altan temperaturon kaj mekanikan forton por plastigi la PVC-materialon.
Per la turniĝanta ŝraŭbo, la PVC-materialo estas varmigita kaj movita ene de la barelo por igi ĝin moliĝi kaj plasta por posta muldado.Puŝo eksteren: Post la plastiga procezo, la ŝraŭba barelo puŝas la plastigitan materialon el la barelo ĝustigante la rotacian rapidon kaj premon.Per ekipaĵo kiel muldiloj kaj premaj ruliloj, la materialo estas muldita en la formon de SPC-plankaj paneloj.Resume, la apliko de ŝraŭba barelo en la kampo de SPC-planko ĉefe fokusiĝas al miksado de materialoj, plastigado kaj elpuŝado.Ĝi estas ŝlosila ilo en la produktado de SPC-plankoj, certigante, ke la plankomaterialo havas la bezonatan agadon kaj kvaliton.