


Ŝraŭba injekta fandado uzas rotaciantan ŝraŭbon por fandi kaj miksi plaston antaŭ injekto. Plonĝiga injekta fandado dependas de piŝto, kiu puŝas fanditan plaston rekte en la muldilon. Fabrikoj ofte elektas plastinjektan ŝraŭban barelon por pli bona materiala miksado. Kelkaj uzasĜemela Plasta Ŝraŭba BareloaŭBlovanta Ŝraŭba Barelo. Fabrikoj de Unuopaj Plastaj Ŝraŭbaj Barelojfokusiĝi pri precizeco kaj konsistenco.
Superrigardo de Ŝraŭba Injekta Muldado
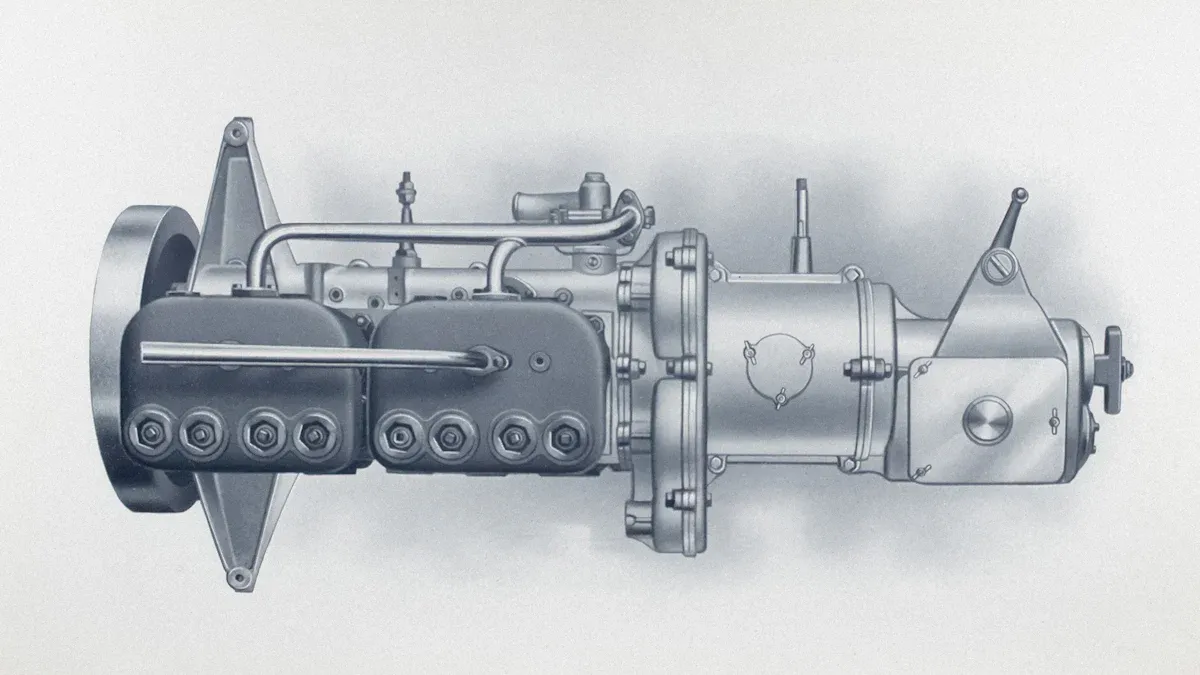
Kiel Ŝraŭba Injekta Muldado Funkcias
Ŝraŭba injekta fandadouzas rotaciantan ŝraŭbon ene de varmigita barelo. La ŝraŭbo tiras plastajn buletojn el ujo kaj movas ilin antaŭen. Dum la ŝraŭbo turniĝas, ĝi fandas la plaston per frotado kaj varmo. La fandita plasto kolektiĝas ĉe la fronto de la barelo. Kiam sufiĉe da materialo kolektiĝas, la ŝraŭbo puŝas la fanditan plaston en la muldilon. Ĉi tiu procezo certigas egalan fandadon kaj miksadon. La ŝraŭbobarelo por plasta injektado ludas ŝlosilan rolon en ĉi tiu sistemo per provizado de preciza kontrolo super temperaturo kaj premo.
Ĉefaj Trajtoj kaj Avantaĝoj
Ŝraŭba injekta fandado ofertas plurajn avantaĝojn:
- Konsekvenca materiala miksado kaj fandado
- Alta produktadrapideco kaj efikeco
- Kapablo pritrakti vastan gamon da plastoj
- Preciza kontrolo super pafgrandeco kaj injektopremo
Noto: Fabrikoj ofte elektas ĉi tiun metodon pro ĝia fidindeco kaj kapablo produkti kompleksajn partojn kun striktaj tolerancoj.
Oftaj Aplikoj
Fabrikistoj uzas ŝraŭban injektan muldadon en multaj industrioj. Kelkaj komunaj produktoj inkluzivas:
- Aŭtomobilaj komponantoj
- Konsumelektronikaj enfermaĵoj
- Medicinaj aparatopartoj
- Enpakaj ujoj
Ĉi tiu metodo subtenas kaj grandkvantan produktadon kaj detalajn partdezajnojn.
Plasta Injekta Muldado Ŝraŭba Barelo
Rolo en la Injekta Procezo
LaPlasta injekta muldado ŝraŭba bareloludas centran rolon en la injekta fandada procezo. Ĝi tenas la rotaciantan ŝraŭbon, kiu movas plastajn buletojn antaŭen. Dum la ŝraŭbo turniĝas, ĝi kreas frotadon kaj varmon. Ĉi tiu ago fandas la plaston egale. La ŝraŭbo tiam puŝas la fanditan plaston al la fronto de la barelo. Kiam sufiĉe da materialo kolektiĝas, la ŝraŭbo injektas ĝin en la muldilon. Ĉi tiu procezo certigas, ke la plasto atingas la ĝustan temperaturon kaj konsistencon.
La ŝraŭboŝraŭbo por plasta injekta muldado helpas kontroli la rapidon kaj premon de la injekto. Ĉi tiu kontrolo permesas al fabrikoj produkti partojn kun alta precizeco kaj ripeteblo.
Konsideroj pri Dezajno kaj Fabrikado
Inĝenierojdesegnu la ŝraŭban barelon de plasta injekta muldadopor pritrakti diversajn specojn de plastoj. Ili elektas materialojn, kiuj rezistas eluziĝon kaj korodon. La barelo devas elteni altajn temperaturojn kaj premojn. Preciza maŝinado certigas, ke la interno de la barelo estas glata. Ĉi tiu glata surfaco helpas la ŝraŭbon movi plaston sen algluiĝi.
Fabrikistoj uzas altnivelan ekipaĵon por produkti la ŝraŭbarelojn per plasta injekta muldado. Ili ofte uzas CNC-maŝinojn kaj varmotraktadajn fornojn. Ĉi tiuj paŝoj plibonigas la forton kaj daŭripovon de la barelo. Zorgema testado kontrolas, ke ĉiu barelo plenumas striktajn kvalitnormojn.
- Ŝlosilaj dezajnaj faktoroj inkluzivas:
- Barellongo kaj diametro
- Tipo de ŝtalo aŭ alojo uzata
- Metodoj de surfaca traktado
Bone desegnita ŝraŭbobarelo por plasta injekta muldado subtenas efikan produktadon kaj longan servodaŭron.
Superrigardo pri Injekta Muldado per Plonĝilo
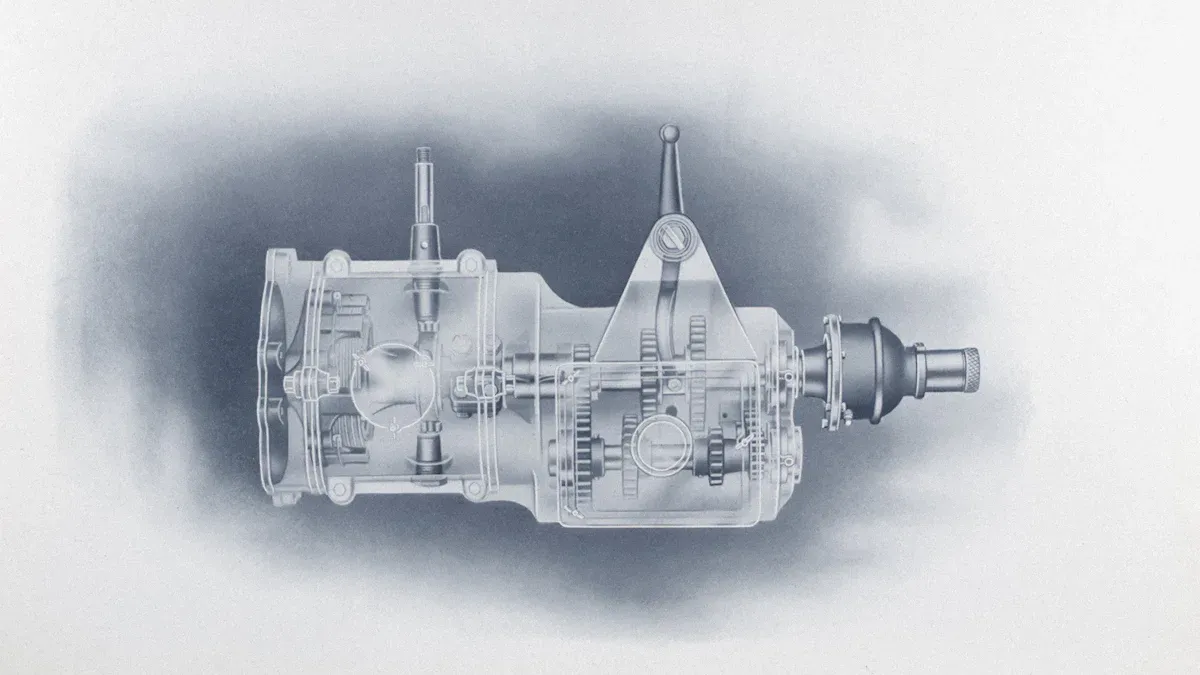
Kiel Funkcias Injekta Muldado per Plonĝilo
Plonĝiga injekta fandado uzas simplan mekanismon. Varmigita barelo tenas la plastan materialon. Lamaŝinovarmigas la plaston ĝis ĝi mola kaj preta por muldado. Piŝto, kiu aspektas kiel piŝto, puŝas la fanditan plaston antaŭen. La piŝto devigas la plaston en la muldilan kavaĵon. La muldilo formas la plaston en la finan produkton. La procezo ne miksas la plaston tiom, kiom ŝraŭba sistemo faras. La piŝto moviĝas rektlinie kaj aplikas premon rekte.
Noto: Injekta fandado per piŝto funkcias plej bone por bazaj formoj kaj malpli kompleksaj partoj.
Ĉefaj Trajtoj kaj Avantaĝoj
Plonĝiga injekta fandado ofertas plurajn unikajn trajtojn:
- Simpla maŝindezajno
- Pli malalta komenca ekipaĵkosto
- Facila operacio kaj bontenado
- Taŭga por malgrandaj produktadserio
Ĉi tiu metodo provizas bonan elekton por fabrikoj, kiuj bezonas produkti simplajn plastajn partojn. La procezo uzas malpli da moviĝantaj partoj, kio povas redukti bezonojn pri bontenado. Funkciigistoj povas starigi kaj funkciigi la maŝinon per baza trejnado.
Oftaj Aplikoj
Fabrikoj uzas piŝtan injektan fandadon por specifaj produktoj. Jen kelkaj komunaj ekzemploj:
- Elektraj ŝaltilkovriloj
- Simplaj plastaj ludiloj
- Bazaj mastrumaĵoj
- Malgrandaj aŭtopartoj
Ĉi tiu metodo plej bone taŭgas por aĵoj, kiuj ne postulas altan precizecon aŭ kompleksajn formojn. Multaj fabrikantoj elektas piŝtan injektan muldadon por mallongaj produktadserioj aŭ kiam ili laboras kun bazaj plastaj materialoj.
Rekta Komparo de Ŝraŭba kaj Piŝta Injekta Muldado
Procezaj Diferencoj
Ŝraŭba kaj piŝta injekta muldado uzas malsamajn metodojn por formi plastajn partojn. Ŝraŭba injekta muldado uzasrotacianta ŝraŭbofandi, miksi kaj puŝi plaston en la muldilon. La ŝraŭbo movas la materialon antaŭen dum ĝi varmigas kaj miksas ĝin. Ĉi tiu procezo kreas unuforman fandadon kaj konstantan kvaliton.
Plonĝiga injekta fandado uzas rektmoviĝantan piŝton. La piŝto puŝas jam fanditan plaston en la muldilon. La procezo ne miksas la materialon tiom multe. La piŝto moviĝas en unu direkto kaj aplikas premon rekte.
Konsilo: Fabrikoj ofte elektas ŝraŭban injektan muldadon por kompleksaj partoj ĉar ĝi miksas kaj fandas plaston pli egale.
Diferencoj en rendimento
La rendimento varias inter ĉi tiuj du metodoj. Ŝraŭba injekta muldado liveras altan precizecon kaj ripeteblon. La ŝraŭbo kontrolas la kvanton de plasto kaj la rapidon de injekto. Ĉi tiu kontrolo helpas fabrikojn fari partojn kun striktaj tolerancoj kaj glataj surfacoj.
Plonĝinjekta fandado funkcias plej bone por simplaj formoj. La procezo ne ofertas la saman nivelon de kontrolo. Partoj povas montri pli da vario en grandeco kaj finpoluro. Plonĝinjektaj sistemoj kutime funkcias je pli malrapidaj rapidoj kaj eble ne pritraktas detalajn dezajnojn tiel bone.
- Ŝraŭba injekta fandado:
- Alta precizeco
- Rapidaj ciklotempoj
- Konsekvencaj rezultoj
- Plonĝiga injekta fandado:
- Baza precizeco
- Pli malrapidaj cikloj
- Plej bona por simplaj partoj
Diferencoj en Materiala Manipulado
Materiala manipulado ludas ŝlosilan rolon en ambaŭ metodoj. Ŝraŭba injekta fandado pritraktas vastan gamon da plastoj. La ŝraŭbo miksas kolorigilojn kaj aldonaĵojn en la plaston. Ĉi tiu miksado certigas unuforman koloron kaj ecojn tra la tuta parto.
Injekta fandado per piŝto ne miksas materialojn tiel detale. La piŝto puŝas la plaston antaŭen sen miksi ĝin. Ĉi tiu metodo funkcias plej bone kun bazaj materialoj kaj unuopaj koloroj.
| Trajto | Ŝraŭba Injekta Muldado | Plonĝa Injekta Muldado |
|---|---|---|
| Materiala Miksado | Bonega | Limigita |
| Aldona Distribuo | Uniformo | Neegala |
| Kolora Konsistenco | Alta | Modera |
Kosto kaj Bontenado Diferencoj
Kosto kaj bontenado ankaŭ diferencas inter ĉi tiuj du metodoj. Ŝraŭbaj injektaj muldmaŝinoj ofte kostas pli por aĉeti. Ili uzas progresintajn partojn kaj postulas spertajn funkciigistojn. Tamen ili produktas partojn pli rapide kaj kun malpli da malŝparo. Bontenado povas implikikontrolante la ŝraŭbon kaj barelonpor eluziĝo.
Plonĝilaj injektaj muldmaŝinoj kostas malpli por aĉeti. La dezajno estas simpla kaj facile prizorgebla. Funkciigistoj povas lerni uzi la maŝinojn rapide. Prizorgado kutime implikas malpli da paŝoj, kiel ekzemple kontroli la piŝton kaj sigelojn.
Noto: Fabrikoj devus konsideri kaj la komencan investon kaj la longdaŭrajn funkciigajn kostojn dum elektado de metodo.
Tabelo de Avantaĝoj kaj Malavantaĝoj
La elekto de la ĝusta metodo por injektomuldado dependas de kompreno de la fortoj kaj malfortoj de ĉiu procezo. La suba tabelo elstarigas la ĉefajn avantaĝojn kaj malavantaĝojn de ŝraŭbaj kajpiŝta injekta fandadoĈi tiu komparo helpas fabrikantojn fari informitajn decidojn pri siaj produktadbezonoj.
| Trajto | Ŝraŭba Injekta Muldado | Plonĝa Injekta Muldado |
|---|---|---|
| Avantaĝoj | - Bonega materiala miksado - Alta produktadrapideco - Preciza pafkontrolo - Pritraktas kompleksajn partojn - Konstanta kvalito | - Simpla maŝindezajno - Pli malalta komenca kosto - Facile funkciigebla - Taŭga por malgrandaj kuroj - Malpli da movaj partoj |
| Malavantaĝoj | - Pli alta komenca investo - Postulas spertajn funkciigistojn - Pli kompleksa bontenado | - Limigita materiala miksado - Pli malalta precizeco - Pli malrapidaj ciklotempoj - Plej bona por bazaj formoj |
Konsilo: Ŝraŭba injekta muldado taŭgas por grandkvanta produktado kaj detalaj partoj. Plonĝa injekta muldado taŭgas por simplaj produktoj kaj mallongaj serioj.
Fabrikistoj ofte elektas ŝraŭban injektan muldadon pro ĝia kapablo produkti altkvalitajn, kompleksajn partojn kun rapideco kaj konsistenco. Plonĝina injekta muldado restas praktika elekto por bazaj aĵoj kaj kiam buĝeto aŭ simpleco gravas plej multe. Ĉiu metodo ofertas unikajn avantaĝojn, do zorgema taksado certigas la plej bonan konvenon por specifaj fabrikadaj celoj.
Elektante la Ĝustan Injektan Muldan Metodon
La elekto de la plej bona injekta mulda metodo dependas de pluraj gravaj faktoroj. Ĉiu fabriko devas konsideri siajn unikajn produktadajn bezonojn antaŭ ol fari decidon. Produkta dezajno, materiala tipo kaj produktadkvanto ĉiuj ludas rolon en ĉi tiu elekto.
- Produkta Komplekseco:
Ŝraŭba injekta fandadofunkcias bone por partoj kun detalaj formoj aŭ striktaj tolerancoj. Plonĝiga injekta muldado taŭgas por simplaj dezajnoj. - Produkta Volumo:
Grandvolumena fabrikado profitas de ŝraŭba injekta fandado. Ĉi tiu metodo ofertas rapidecon kaj konstantecon. Plonĝa injekta fandado taŭgas por malgrandaj aroj aŭ prototipoj. - Materialaj Postuloj:
Iuj plastoj bezonas ĝisfundan miksadon por koloro aŭ aldonaĵoj.La ŝraŭba sistemoprovizas pli bonan miksadon. La piŝta sistemo pritraktas bazajn materialojn. - Buĝeto kaj Bontenado:
Fabrikoj kun limigitaj buĝetoj povas elekti piŝtan injektan muldadon. Ĉi tiu metodo havas pli malaltan komencan koston. Ŝraŭba injekta muldado postulas pli altan investon sed liveras longdaŭran efikecon.
Konsilo: Ĉiam akordigu la fandmetodon kun la postuloj de la produkto kaj la celoj de la fabriko.
La suba tabelo resumas ŝlosilajn konsiderojn:
| Faktoro | Ŝraŭba Injekta Muldado | Plonĝa Injekta Muldado |
|---|---|---|
| Kompleksaj Partoj | ✅ | ❌ |
| Alta Volumo | ✅ | ❌ |
| Materiala Miksado | ✅ | ❌ |
| Pli malalta komenca kosto | ❌ | ✅ |
Zorgema taksado certigas la ĝustan elekton. La ĝusta metodo kondukas al pli bonaj produktoj kaj efika produktado.
Ŝraŭba kaj piŝta injekta muldado ofertas unikajn avantaĝojn por malsamaj projektoj. La elekto de la ĝusta metodo dependas de pluraj faktoroj:
- Revizii la bezonojn pri produktadkvanto.
- Kontrolu la materialajn specifojn.
- Ekzamenu la kompleksecon de partoj.
- Inspekti la kapablojn de provizantoj.
- Analizu kostfaktorojn.
Zorgema taksado certigas la plej bonajn rezultojn por ĉiu fabrikada celo.
Oftaj Demandoj
Kio estas la ĉefa avantaĝo de ŝraŭba injekta muldado?
Ŝraŭba injekta fandadoprovizas bonegan materialmiksadon. Ĉi tiu metodo kreas koherajn partojn kun alta precizeco. Fabrikoj ofte elektas ĝin por kompleksaj formoj kaj grandaj produktadserioj.
Ĉu piŝta injekta fandado povas pritrakti kolorajn plastojn?
Plonĝila injekta fandadopovas uzi kolorajn plastojn. Tamen, ĝi ne miksas kolorigilojn tiel egale kiel ŝraŭbaj sistemoj. Kolordistribuo povas ŝajni malpli uniforma en finitaj partoj.
Kiel fabriko elektas inter ŝraŭba kaj piŝta injekta fandado?
Fabriko revizias produktokompleksecon, produktokvanton kaj materialbezonojn. Ŝraŭbosistemoj taŭgas por detala, grandkvanta laboro. Pistonmaŝinoj taŭgas por simplaj formoj kaj malgrandaj aroj.
Afiŝtempo: 16-a de Julio, 2025